

低温压力容器的焊接要点
2020-07-21
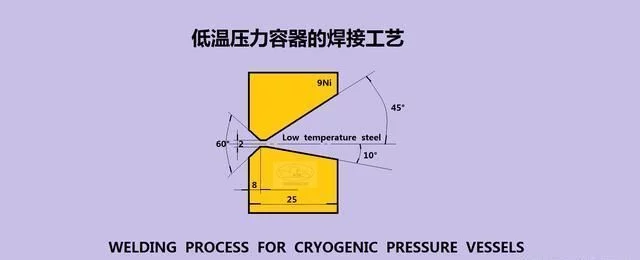
低温压力容器壳体焊接接头焊接工艺分析如下:
储存液化天然气(LNG)和液化石油气(LPG)的大型储罐的工作温度在-196~-100℃范围内,要求采用各种镍合金低温钢。目前大多采用(Ni)=9%钢。主要合金成分为:(C)≤0.13%,(Mn)≤0.98%,(Si)=0.13%-0.45%,(Ni)=8.40%-9.60%。室温抗拉强度为690-825MPa,-195℃的夏比V形缺口冲击吸收功平均值,横向试样≥27J纵向试样≥34J。用于大型LNG储罐的9N钢,-196℃的冲击吸收功应≥70J。
9Ni钢具有碳含量低和纯度高的特点,其有较好的焊接性,焊接热影响区最高硬度低于400HV。厚度30mm以下的9Ni钢焊件,通常焊前不必预热,焊后无需热处理。
9Ni钢可以采用各种传统的弧焊方法焊接,包括焊条电弧焊、钨极氩弧焊、熔化极气体保护焊及埋弧焊。焊条电弧焊可采用 ENiCrMo-3和 ENiCrMo-6型焊条(AWSA5.11标准)。从经济角度出发,应选用 ENiCrMo-6型焊条。焊条药皮为碱性,交/直流两用,真空包装。

9Ni钢接头的熔化极气体保护焊和钨极氩弧焊,可选用 ERNiCrMo-3型焊丝(AWSA5.14标准),保护气体可采用纯氩或Ar+He混合惰性气体。埋弧焊可选用 ERNiCrMo-3或 ERNiCrMo-4,配碱度为1.7左右的碱性焊剂。对于9Ni钢的焊接,焊前的清理十分重要,坡口面及两侧母材各20mm内,应用丙酮擦净,去除油垢。9Ni钢焊条电弧焊宜采用直径3.2m和4.0mm焊条,焊接热输入不应超过30kJ/cm为防止磁偏吹,最好使用交流电焊接,焊接层间温度应控制在150℃以下。
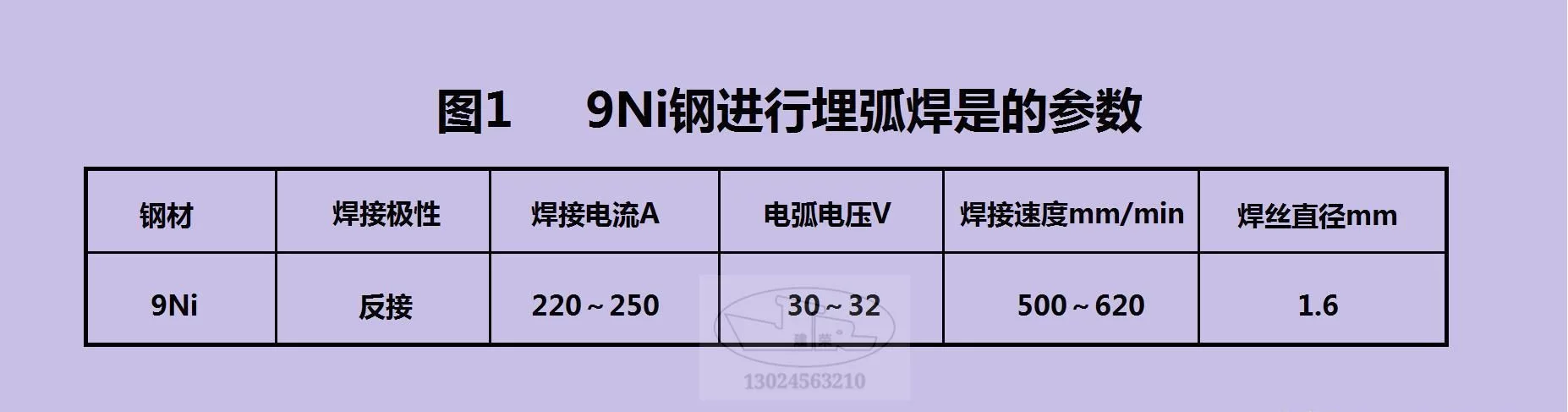
9Ni钢埋弧焊时,焊接电流不宜超过300A,常用的焊接参数如图1。
9Ni钢熔化极气体保护焊,应选用小1.2mm焊丝,短路过渡的焊接参数,最大焊接电流不超过250A。9Ni钢制压力容器由于母材韧性相当高,且采用镍基合金焊接材料,如壁厚不大于30mm,焊后通常不作消除应力处理;如压力容器制造技术条件要求焊后热处理,则应在540-570℃温度范围内热处理,以上就是9Ni钢大型低温容器的焊接工艺分析。
相关新闻
2023-01-10
欢迎咨询我们的产品
在线提交产品需求,获得更多产品服务信息
联系我们
地址:辽宁省辽阳市宏伟区 邮编:111003
电话:0419-5166028
网址:
邮箱:[email protected]

手机网站